

关于公差与测量精度
一、关于公差
(一)公差的定义
实际参数值的允许变动量。参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。所以说公差是一个使用范围很广的概念。对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。
将以某个基准值为基础,可允许误差的最大尺寸与最小尺寸之差称为“公差”。例如,制造长度为50 mm的圆柱,若规定在±0.1 mm的误差内则为合格品,则可以说“公差为±0.1 mm”。
虽然图纸上规定了长度为50 mm,但实际制造品基本上都不会刚好是50 mm。无论使用多么高精度的加工设备,都会产生如同49.997 mm、50.025 mm这种极微小的误差。另外,在确认制造品是否为规定长度(50 mm)的测量中,可变因素也会引起测量值产生偏差。气温、湿度变化引起的材质膨胀、收缩,因测量仪压力产生的变形等都属于变形因素。
如上所述,在制造工序和检查工序中,必须考虑到相对于设计值的误差。若不允许产生误差,则可以说大部分的制造品都不合格。以设计值为基础,在不引起各工序产生偏差的前提下,设定可允许误差范围(可维持品质的范围),即为公差的作用所在。
十0.15
如: 50 十0.15 为上偏差, 一0.05 为下偏差
一0.05
50是基本尺寸, 加工时最大可以做到50.15, 最小可以做到49.95, 在49.95到50.15之间任何尺寸均是合格的, 它们的公差范围是0.15 一(一0.05)=0.20.
(二)公差的分类
几何参数的公差有尺寸公差、形状公差、位置公差等。
1、尺寸公差。指允许尺寸的变动量,等于最大极限尺寸与最小极限尺寸代数差的绝对值。
2、形状公差。指单一实际要素的形状所允许的变动全量,包括直线度、平面度、圆度、圆柱度、线轮廓度和面轮廓度6个项目。
3、位置公差。指关联实际要素的位置对基准所允许的变动全量,它限制零件的两个或两个以上的点、线、面之间的相互位置关系,包括平行度、垂直度、倾斜度、同轴度、对称度、位置度、圆跳动和全跳动8个项目。公差表示了零件的制造精度要求,反映了其加工难易程度。
(三)公差的设定
公差的设定需要满足以下要求:
1.满足产品的制造能力,如果产品的制造能力达不到公差设定的要求,公差设定得再高也没有意义;
2.通过公差分析,设定的公差应当满足产品的装配、功能、外观和质量等要求;
3.公差与产品的成本相关,公差越严格,产品成本就越大,在满足以上要求的前提下,公差越宽松越好;
4.合理设计产品特征,可以以较宽松的要求设定公差,从而降低产品成本。
(四)确定公差的两个基本要素
公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
1、标准公差:标准公差是由国家标准规定的,用于确定公差带大小的任一公差。公差等级确定尺寸的精确程度,国家标准把公差等组分为20个等级,分别用IT01、IT0、IT1~IT18表示,称为标准公差,IT(International Tolerance)表示标准公差。当基本尺寸一定时,公差等级愈高,标准公差值愈小,尺寸的精确度就愈高。基本尺寸和公差等级相同的孔与轴,它们的标准公差相等。为了使用方便,国家标准把≤500的基本尺寸范围分为 13尺寸段,按不同的公差等级对应各个尺寸分段规定出公差值,并用表的形式列出。
2、基本偏差;国家标准规定用来确定公差带相对于零线位置的上偏差或下偏差;一般为最靠近零线的那个偏差为基本偏差。当公差带位于零线的上方时,基本偏差为下偏差;当公差带位于零钱的下方时,基本偏差为上偏差,如下图示:

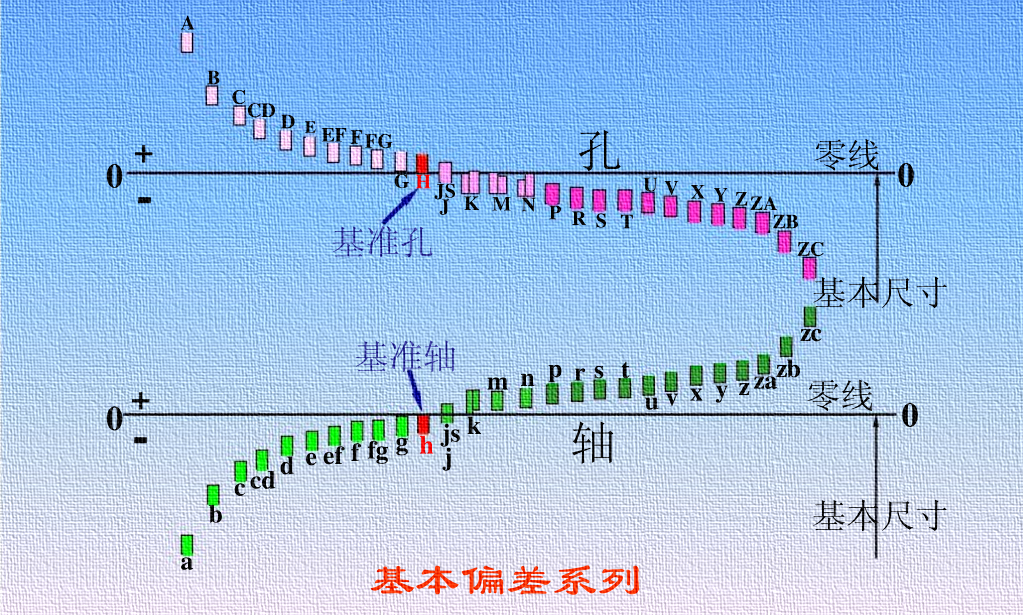
孔和轴的基本偏差系列见下图,基本偏差的代号用字母表示,大写代表孔,小写代表轴。在26个字母中,除去易与其他混淆的I,L,O,Q,W(i,l,o,q,w)5个字母外,采用21个。再加上用两个字母CD,EF,FG,ZA,ZB,ZC,Js(cd,ef,fg,za,zb,zc,js)表示的7个,共有28个代号,即孔和轴各有28个基本偏差。
1)基本偏差代号用拉丁字母表示,大写字母表示的基本偏差代号,小写字母表示轴的基本偏差代号。由于图中用基本偏差只表示公差带大小,故公差带一端画成开口。
2)本偏差从A~H为下偏差,J~ZC为上偏差,JS的上下偏差分别为+IT/2和-IT/2。
3)轴的基本偏差从a~h为上偏差,j~zc为下偏差,js的上下偏差分别为+IT/2T和-IT/2。孔和轴的另一偏差可由基本偏差和标准公差算出。
(五)国家标准公差数值与等级
公差等级分为IT01、IT0、IT1、…、IT18共20级,等级依次降低,公差值依次增大。IT表示国际公差。公差等级或公差数值选择的基本原则是:应使机器零件制造成本和使用价值的综合经济************,一般配合尺寸用IT5~IT13,特别精密零件的配合用IT2~IT5,非配合尺寸用IT12~IT18,原材料配合用IT8~IT14。

二、关于测量精度
(一)精度定义
精度是指被测量的测量值之间的一致程度以及与真值的接近程度。是反映仪表误差大小的术语。 由传感器的基本误差极限和影响量(如温度变化、 湿度变化、 电源波动、 频率改变等) 引起的改变量极限确定。
精度也即精密度、正确度和精确度的综合概念。从测量误差的角度来说,精确度(准确度)是测得值的随机误差和系统误差的综合反映。如果进一步解释,精密度,系指在相同条件下,对被测量物进行多次反复测量,测得值之间的一致(符合)程度。精度高,不一定正确度高,也就是说,测得值的随机误差小,不一定其系统误差亦小。精度指的是表示测量正确程度的标准。在“该测量仪的精度较高,可获得预期的测量结果”,“测量的精度降低,也许需要进行图像校正”等情况下使用。将该标准适用于测量工序的项目为测量精度。以使用的测量设备精度为基准,判断得到的准确结果精确程度的尺度(指标)。测量仪的测量精度越高(=可更细致的测量),越能进行准确地测量。
精度这个词应用场合较多,比如设计精度、加工精度、仪器仪表精度等等,精度是和误差相对的概念,它是指达到某项功能时在各种因素影响下综合误差分布范围的大小。因此精度等级可以认为是综合误差散布的精确程度的等级。如仪器仪表的精度等级,就是考虑到多项误差综合后的等级。
旧国家标准GB-159-174-59中精度等级的定义是“实际尺寸制造的准确程度的等级”。 由于实际尺寸是通过加工和测量后得到的尺寸,必须有制造和测量误差来决定其精确程度。因此,仅从尺寸的指标来看,使用精度等级也是成立的,但作为通用术语,有其局限性。再如仪器仪表的精度等级,若仅考虑实际尺寸制造得如何那就更不确切了。而用“误差散布的精确程度的等级”来定义精度等级就较为全面和科学。
(二)精度等级
在正常的使用条件下,仪表测量结果的准确程度叫仪表的准确度。引用误差越小,仪表的准确度越高,而引用误差与仪表的量程范围有关,所以在使用同一准确度的仪表时,往往采取压缩量程范围,以减小测量误差。在工业测量中,为了便于表示仪表的质量,通常用准确度等级来表示仪表的准确程度。准确度等级就是最大引用误差去掉正,负号及百分号。准确度等级是衡量仪表质量优劣的重要指标之一。
1、我国工业仪表精度等级有:一级标准(0.005、0.02、0.05)、二级标准(0.1、0.2、0.35、0.4、0.5)、一般工业标准(1.0、1.5、2.5、4.0)。 级数越小,精度(准确度)就越高。
2、工业过程测量和控制用检测仪表和显示仪表精确度等级 有:0.01,0.02,(0.03),0.05,0.1,0.2,(0.25),(0.3),(0.4),0.5,1.0,1.5,(2.0),2.5,4.0,5.0 ;共16个,其中括号里的5个不推荐使用。依据标准为 《GBT 13283-2008 工业过程测量和控制用检测仪表和显示仪表精确度等级》。
精度数字越小说明仪表精确度越高.其计算式如下:
δ =(△max) /(А max) ×100%
式中: δ 为精度等级; △max 为最大测量误差; А max 为仪表量程
(三)精度的表示
精度常使用三种方式来表征:
1、最大误差占真实值的百分比,如测量误差3%;
2、最大误差,如测量精度±0.02mm;
3、误差正态分布,如误差0%~10%占比例65%,误差10%~20%占比例20%,误差20%~30%占10%,误差30%以上占5%。
比较以上三种表征方式,可以看出:
1、最大误差百分比方式简单直观。由于基于真实值,不具体。在不知道真实值的情况下,无法判读误差的具体大小。
2、最大误差方式简单直观,反应了误差的具体值,但是有片面性。
3、误差正态分布方式科学、全面、系统,但是表述较为复杂,所以反而不如前两种应用广泛。
三、公差等级与精度等级的关系
公差等级是指几何量参数精确程度的等级。它具有适用于单一参数的应用特征,如公差等级IT7。
精度等级是指误差散布的精确程度的等级。具有适用于多参数或多因素误差综合作用结果的应用特征,如仪器仪表精度等级。
公差等级与精度等级既有区别又有联系。二者都可以是精度高低的标志,而精度等级却包含着公差等级,反之则不然。
从以上论述可知,公差等级和精度等级有所不同,因此应用起来应有所区别。但二者也有一定的关系。在公差制创立的初期,公差等级的划分与加工方法紧密相联。 如旧国标GB159-174-59中2级代表着磨削精度,4级代表着精车的精度。在当时,公差等级取名为精度等级是合理的。随着科学技术的进步,新工艺新方法不断出现,上述那种对应关系就不恰当了。同时,每种加工方法所能达到的精度等级也不是固定不变的。比如,若磨削精度定为2级,而现在镜面磨削工艺已超过1级,镜面车削也可达到1级,再者,旧国家标准相邻精度之间的公差值是变动的,没有规律可循,不能适应现代化机械加工工艺发展的要求,如继续使用精度等级在概念上和规律上会造成混乱。所以新国家标准GB/T1800.1-97改用“标准公差等级”是正确和合理的。它的确是几何量参数精确程度的等级,并且和国际标准ISO的规定一致。
公差等级与精度等级可以同时应用在同一零件上,但二者并不矛盾。比如,国家标准GB197-81《普通螺纹公差与配合》中,规定了内、外螺纹各直径的公差等级,同时根据螺纹的公差带和短、中、长旋合长度的不同,产生的累积误差也不一样,又将螺纹分为3 种精度等级,即精密级、中等级和粗糙级。很显然螺纹的精度与旋合长度有关,在同一精度等级中,不同的旋合长度,对中径采用不同的公差等级,通常S组比N组高一级,N组比L组高一级,而且相同的旋合长度内,不同的精度等级对中径采用不同的公差等级。通常精密级比中等级高1-2级,中等级比粗糙级高1-2级。由此可见,公差等级与精度等级在同一零件上同时使用是十分协调的。
如设计某零件孔的要求为Φ30H7,我们认为该孔的公差等级为IT7。当零件通过加工和测量后,其实际尺寸在 Φ30-Φ30.021之间时,就可以说该孔的精度等级为7级,IT7就是该零件精度高低的标志。从同时使用公差等级和精度等级的螺纹标准来看,公差等级高则标志着精度等级也高。而精度等级高,公差等级则必定高。从这里不难看出,二者是彼此紧密联系的。在机械工程中,大家对公差等级和精度等级应有一个正确的理解和全面的认识。
四、公差等级与精度间的转换
玖瑞科技长期从事利用机器视觉为主的技术手段进行测量,选择什么样的标准对设计公差与系统测量精度之间进行转换,有着较为丰富的工程实际意义。
如:一个设计真值为Amm,最小公差为1.2mm的设计工件或产品,从设计规则来看,测量结果表达为A-0.6mm-----A+0.6mm之间的任意测量结果均为合格品,但如上述系统测量误差的存在,现实中却不一定100%这么肯定。
1、选择1/1精度为0.6mm的测量系统对其测量时:
由于测量系统会把0-0.6mm之间的任意值均视为0.6mm对待,故示数A+0.6时,其真值范围为:A+1.2----A;示数A-0.6时,其真值范围为:A-1.2-----A。
概括来讲,测量合格也不一定真的100%合格,测量不合格也不一定真的100%不合格,具体分析为:测量示数值为A时一定100%合格,随着接近A+0.6/A-0.6时,显示合格但不一定合格的比例在增加;显示数A+0.6---A+1.2及A-0.6----A-1.2时,不合格但会一定比例的合格品。显示数大于A+1.2及小于A-1.2的一定100%的不合格。
2、选择1/2精度为0.3mm的测量系统对其测量时:
由于测量系统会把0-0.3mm之间的任意值均视为0.3mm对待,故示数A+0.6时,其真值范围为:A+0.9----A+0.3;示数A-0.6时,其真值范围为:A-0.9-----A-0.3。
概括来讲,测量合格也不一定真的100%合格,测量不合格也不一定真的100%不合格,具体分析为:测量示数值为A-0.3-----A+0.3时一定100%合格,随着接近A+0.6/A-0.6时,显示合格但不一定合格的比例在增加;显示数A+0.6---A+0.9及A-0.6----A-0.9时,不合格但会一定比例的合格品。显示数大于A+0.9及小于A-0.9的一定100%的不合格。
3、选择1/3精度为0.2mm的测量系统对其测量时:
由于测量系统会把0-0.2mm之间的任意值均视为0.2对待,故示数A+0.6时,其真值范围为:A+0.8----A+0.4;示数A-0.6时,其真值范围为:A-0.8----A-0.4。
概括来讲,测量合格也不一定真的100%合格,测量不合格也不一定真的100%不合格,具体分析为:测量示数值为A+0.4----A-0.4时一定100%合格,随着接近A+0.6/A-0.6时,显示合格但不一定合格的比例在增加;显示数在A+0.6----A+0.8及A-0.6---A-0.8时,显示不合格但会有一定比例的合格品。显示数大于A+0.8及小于A-0.8的一定100%不合格。
4、选择1/6精度为0.1mm的测量系统对其测量时:
由于测量系统会把0-0.1mm之间的任意值均视为0.1对待,故示数A+0.6时,其真值范围为:A+0.7----A+0.5;示数A-0.6时,其真值范围为:A-0.7----A-0.5。
概括来讲,测量合格也不一定真的100%合格,测量不合格也不一定真的100%不合格,具体分析为:测量示数值为A+0.5----A-0.5时一定100%合格,随着接近A+0.6/A-0.6时,显示合格但不一定合格的比例在增加;显示数在A+0.6----A+0.7及A-0.6---A-0.7时,显示不合格但会有一定比例的合格品。显示数大于A+0.7及小于A-0.7的一定100%不合格。
由可见选择的精度越高,测量的准确性越高,但成本预算也会越高,要根据民用级、工业普通级、工业高精度级、军工级、航空级等不同的需求选择不同的测量精度来进行系统设计尤为重要,玖瑞科技致力于视觉技术测量领域,积累了较为丰富的工程实践经验可为你提供参考。

